When Design Intent Meets Manufacturing Reality
In today’s competitive B2B manufacturing environment, buyers are no longer struggling to find an aluminium die casting foundry — they are struggling to find one that can translate design intent into stable, repeatable production.
Many projects fail not because of poor concepts, but because early engineering compromises go unnoticed. A supplier eager to win a quotation may approve every CAD drawing without questioning draft angles, wall thickness transitions, or airflow behavior inside the mold cavity.
At TY Hardware, two decades of CNC machining, metal fabrication, and die casting experience have taught us one principle:
A reliable die casting partner does not simply say “yes.”
A true engineering manufacturer asks “why.”
Before tooling begins, manufacturing reality must challenge design assumptions — otherwise cost, quality, and delivery risks appear later when corrections become expensive.
The Role of an Aluminium Die Casting Foundry Beyond Quotation
DFM Engineering — Solving Problems Before Tooling Exists
A common misconception is that die casting starts with mold manufacturing. In reality, success begins with DFM (Design for Manufacturing) validation.
At TY Hardware, every project undergoes pre-tooling engineering review to evaluate:
-
Draft angle feasibility
-
Air entrapment and porosity risk zones
-
Gate and runner positioning
-
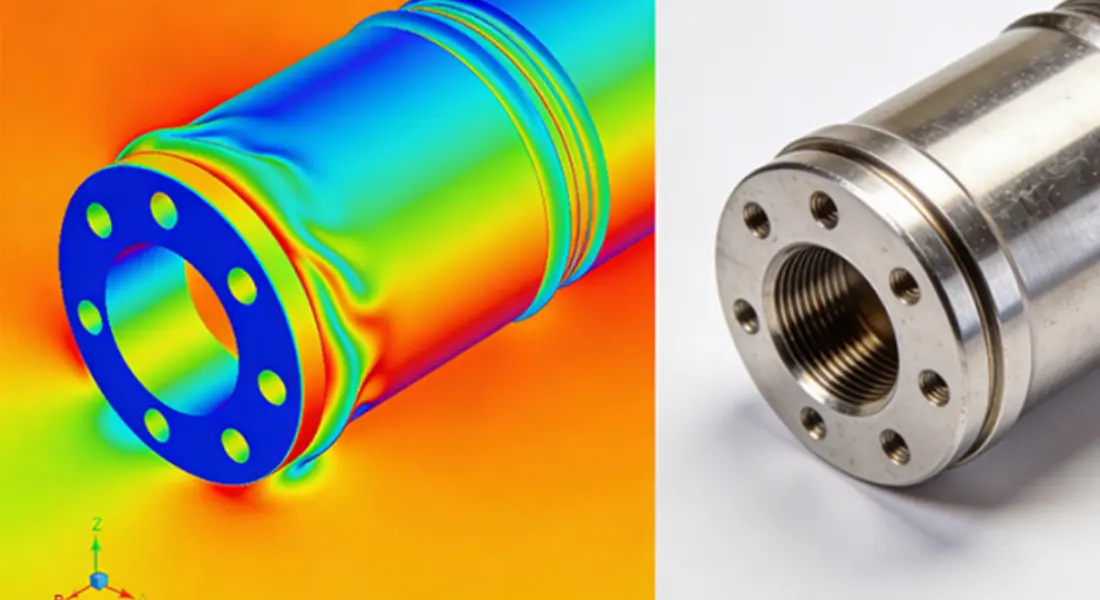
Thermal balance during solidification
-
Structural performance after machining
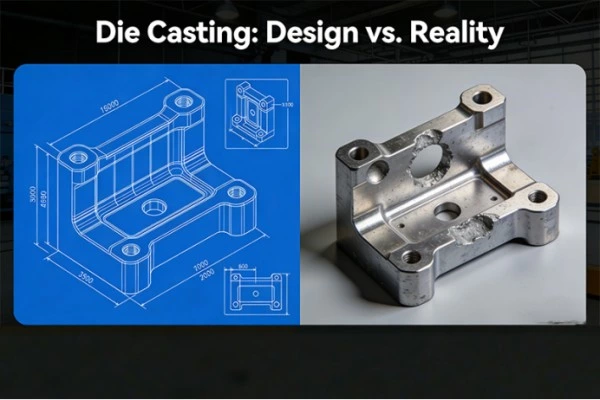
This approach directly addresses one of the industry’s most persistent quality issues: internal porosity.
Rather than correcting defects after sampling, we redesign flow behavior before steel is cut, reducing downstream scrap and tooling modification costs.
Aluminum vs. Zinc — The Material Decision That Defines Performance
Material selection is not a pricing decision; it is an engineering decision.
Aluminum Die Casting — Strength and Thermal Management
As a custom aluminum die casting manufacturer, aluminum alloys are typically selected when applications require:
-
High strength-to-weight ratio
-
Effective heat dissipation
-
Structural housings subjected to drop testing
-
Electronic or industrial enclosures
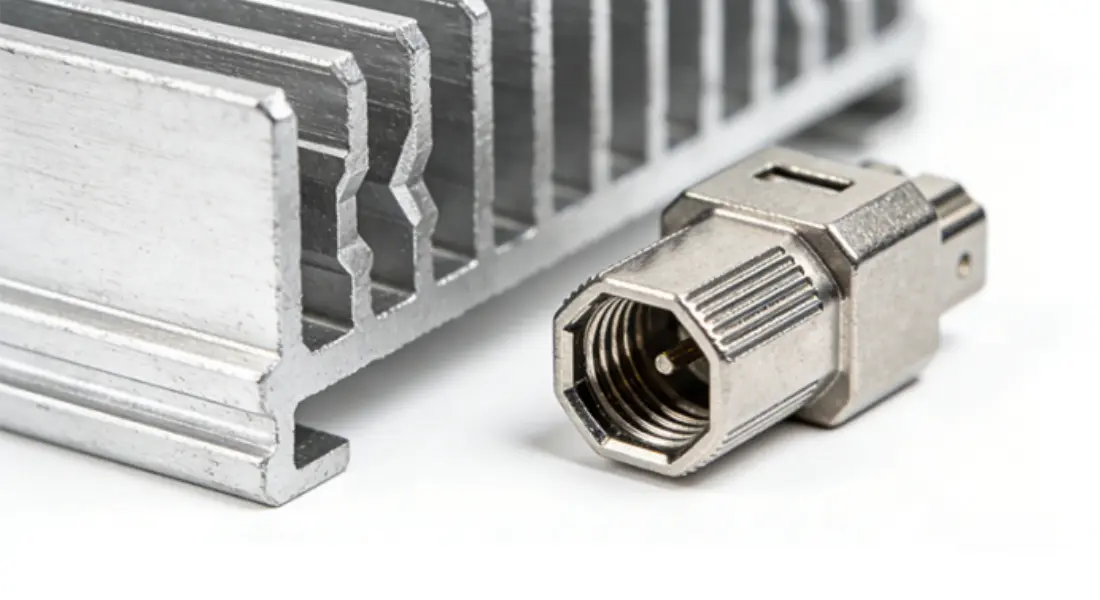
Industrial aluminum die casting allows optimized thermal pathways, helping components maintain dimensional stability under operating heat loads.
This is particularly critical for power electronics, automation equipment, and communication hardware.
Zinc Die Casting — Precision and Thin-Wall Geometry
When dimensional detail becomes the priority, zinc alloys offer advantages:
-
Excellent fluidity for complex geometries
-
Thin-wall capability
-
Superior surface detail reproduction
-
Reduced secondary machining requirements
As experienced OEM die casting manufacturers, we often recommend zinc when tight cosmetic or micro-feature requirements outweigh structural weight concerns.
The correct alloy decision frequently determines whether a project succeeds economically.
Precision in Die Casting — Finding the Manufacturing “Sweet Spot”
Many buyers associate precision with tolerance numbers alone. In reality:
True precision equals repeatability across thousands of shots.
A professional aluminium die casting foundry focuses on:
-
Stable mold temperature control
-
Consistent injection parameters
-
Controlled solidification cycles
-
Process traceability under ISO-aligned quality systems
At TY Hardware, production stability matters more than achieving an isolated perfect sample. Customers need parts that remain consistent from pilot run to mass production — especially in medium-volume programs often overlooked by large-scale manufacturers.
Industry Debates Every Buyer Should Understand
The Tooling Cost Illusion — Cheap Today, Expensive Tomorrow
Low tooling quotations often hide long-term risks:
-
Insufficient venting design
-
Poor steel selection
-
Limited mold lifespan
-
Frequent maintenance shutdowns
An under-engineered mold may appear economical initially but generates recurring defects, downtime, and redesign costs.
Experienced foundries invest engineering effort upfront because tooling quality determines total lifecycle cost — not initial price.
Is Zero Porosity a Myth?
In high-pressure die casting, absolute zero porosity is rarely realistic.
What is achievable is controlled porosity placement.
Through DFM optimization and gating design, porosity can be moved away from:
-
sealing surfaces
-
threaded areas
-
CNC-machined zones
-
structural stress regions
Engineering control — not marketing claims — defines real quality performance.
Can Die Casting Replace CNC Completely?
Short answer: No — and it shouldn’t.
Die casting and CNC machining are complementary processes:
| Process | Strength |
|---|---|
| Die Casting | Near-net shape efficiency |
| CNC Machining | Functional accuracy & sealing surfaces |
At TY Hardware, hybrid manufacturing is often the optimal solution:
die casting for geometry efficiency, followed by precision CNC finishing where functional tolerances are critical.
Attempting to eliminate machining entirely typically compromises performance.

Expert Tips from TY Hardware Engineers
Engage your aluminium die casting foundry during the design phase — not after CAD completion.
Early collaboration enables:
-
Reduced tooling revisions
-
Improved structural reliability
-
Faster sampling cycles
-
Lower total project cost
-
Predictable production scalability
Projects that include engineering discussion before tooling consistently achieve shorter time-to-market and higher yield stability.
Conclusion: Engineering Partnership Determines Manufacturing Success
Die casting is ultimately a negotiation between design ambition and physical reality.
The difference between parts that merely fit and parts that truly perform lies in engineering involvement, material expertise, and manufacturing discipline.
TY Hardware operates not only as a supplier, but as an engineering-driven aluminium die casting foundry focused on manufacturability, repeatability, and long-term production success.
👉 Learn more about our Die Casting capabilities.
👉 Request a Quote from our engineering team.
Your design deserves more than approval — it deserves engineering validation.